

ASTM A335/DIN 17175 Alloy Steel Pipes: High-Temperature Seamless Tubing for Power & Petrochemical Plants.
Seamless P5/P9/P91 Chrome-Moly Pipes (1/8”–26”) with 415–620 MPa Yield Strength.
Certified to ASTM A335 (Grade P5–P92) and DIN 17175 (St35.8–St45.8), these alloy pipes withstand 540–650°C (1,004–1,202°F) steam in boilers, refineries, and nuclear reactors. Manufactured via rotary piercing + cold drawing, they achieve ±0.10mm OD precision for ASME B31.1/B31.3 compliance.
Key Features:
- Temperature Range: -29°C to 650°C (-20°F to 1,202°F)
- Pressure Capacity: 25–180 MPa (3,625–26,100 psi)
- Certifications: NACE MR0175, PED 2014/68/EU, ISO 3183
Technical Specifications
Dimensional Tolerances (ASTM A450/A530)
| Process | OD Range | OD Tolerance | WT Tolerance |
|---|---|---|---|
| Hot-Rolled | 6–1080 mm | +0.4mm/-1.6mm | +40%/-0% (WT≤4.6mm) |
| Cold-Drawn | ≤101.6 mm | ±0.38 mm | +20%/-0% |
Mechanical Properties (Grade P91 Example)
| Tensile Strength | Yield Strength | Elongation | Hardness | Charpy Impact (-20°C) |
|---|---|---|---|---|
| 585–760 MPa | 415–620 MPa | ≥18% | ≤250 HB | ≥27 J |
Material Composition & Manufacturing
Chemical Analysis (ASTM A335 P22)
| Element | C | Mn | Cr | Mo | Si | P≤ | S≤ |
|---|---|---|---|---|---|---|---|
| Content | 0.05–0.15% | 0.30–0.60% | 1.90–2.60% | 0.87–1.13% | ≤0.50% | 0.025% | 0.025% |
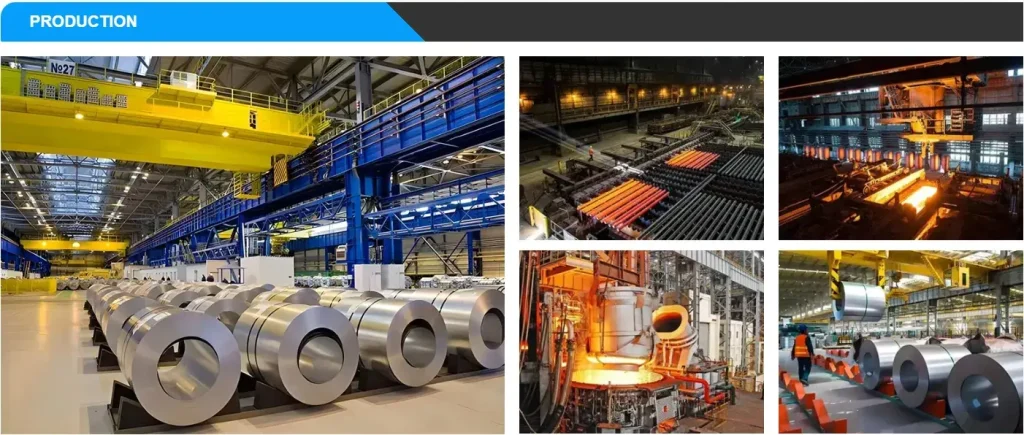
Production Process:
- Seamless Formation: Rotary piercing at 1,200°C (2,192°F) followed by cold drawing.
- Heat Treatment: Normalizing at 1,050°C (1,922°F) + tempering at 760°C (1,400°F).
- Testing: 100% ultrasonic + hydrostatic testing at 2×MAOP.
Applications & Competitive Advantages
- Power Plant Superheaters:
- 168mm OD, 18mm WT P91: 620°C/25 MPa steam lines (ASME B31.1).
- Oil Refinery Piping:
- 324mm OD, 12mm WT P5: 540°C catalytic cracker circuits (API 5C3).
- Nuclear Steam Generators:
- 114mm OD, 8mm WT P11: 400°C pressurized water reactors (ASME III).
Advantages vs. Carbon Steel:
- Creep Resistance: 1% deformation over 100,000h at 600°C (ISO 204).
- Weldability: Preheat to 200°C (392°F) for SMAW with E9018-B3 electrodes.
Quality Assurance & Packaging
- NDT Protocols:
- Radiography: ASTM E94 for weld defects ≥2% WT.
- Spectrometry: PMI verification of Cr/Mo content (±0.5%).
- Surface Protection:
- Varnish-coated (RAL 3005) or 3PE anti-corrosion coating.
- Export Packaging:
- Wooden crates with VCI paper (ISO 4042) or bulk bundles.
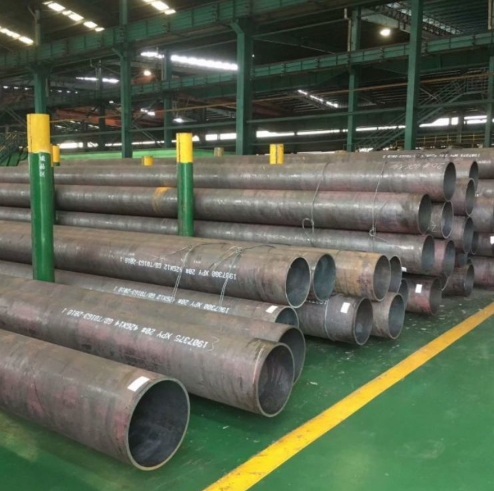
Product Show
Luo Kaiwei Steel Company is a comprehensive steel supplier that produces a variety of carbon steel plates, carbon steel pipes, galvanized steel, carbon steel coils, and steel profiles.