
DIN 17102 TStE255 High-Strength Steel Plates: Structural Solutions for Bridges & Heavy Engineering.
EN 10025-2 S355J2+N Equivalent with 255 MPa Yield Strength (≤150mm Thickness).
Certified to DIN 17102 and EN 10204 3.1, TStE255 carbon-manganese steel plates deliver 360–480 MPa tensile strength for load-bearing structures like highway girders, crane runways, and offshore platforms. Optimized for cold-forming and welding (ISO 14341-A: G42 4 M21 4Si1), they combine low sulfur/phosphorus content (≤0.025%) with -40°C impact toughness (ISO 148-1: ≥27J).
Key Features:
- Thickness Range: 8–150 mm (±0.3mm tolerance)
- Surface: Shot-blasted (SA 2.5) or normalized (N)
- Certifications: CE Marking, CPR 305/2011, ISO 630
Technical Specifications
Chemical Composition (DIN 17102 TStE255)
| Element | C | Mn | Si | P | S | Al | Nb |
|---|---|---|---|---|---|---|---|
| Max % | 0.20 | 1.70 | 0.50 | 0.025 | 0.025 | 0.20 | 0.03 |
Mechanical Properties by Thickness
| Thickness (mm) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| ≤16 | 255 | 360–480 | 25 |
| 16–35 | 255 | 350–470 | 24 |
| 35–60 | 245 | 340–460 | 23 |
| 60–100 | 215 | 330–450 | 22 |
| 100–150 | 195 | 330–450 | 20 |
Manufacturing & Quality Control
- Steelmaking: BOF process with argon oxygen decarburization (AOD) for ≤15ppm hydrogen.
- Rolling: Thermo-mechanical control process (TMCP) at 850–920°C (1,562–1,688°F).
- Testing:
- Ultrasonic Testing: EN 10160 Class S3/E4 for laminations.
- Charpy V-Notch: ISO 148-1 at -20°C/-40°C.
Applications & Competitive Advantages
- Bridge Construction:
- 50mm Plates: 245 MPa yield strength for box girder webs (EN 1993-2).
- Offshore Jackets:
- 80mm Plates: 215 MPa yield with CTOD ≥0.25mm (BS 7448).
- Industrial Flooring:
- 30mm Plates: 255 MPa yield for 10-ton forklift traffic (FEM 9.511).
Advantages vs. S355J0:
- Weldability: Preheat not required below 30mm (AWS D1.1).
- Cost Savings: 8–12% lighter than equivalent ASTM A572 Gr50.
Surface & Edge Preparation
- Cutting: Plasma (ISO 9013-1) or laser (±0.2mm precision).
- Edge Bevelling: 30–37.5° for V-groove welds (ISO 9692-1).
- Anti-Corrosion: Shop-primed with 80µm zinc-rich epoxy (ISO 12944 C4).
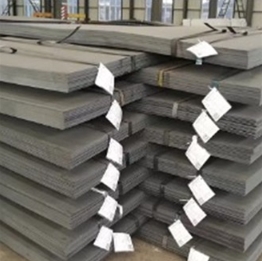
Product Show
Luo Kaiwei Steel Company is a comprehensive steel supplier that produces a variety of carbon steel plates, carbon steel pipes, galvanized steel, carbon steel coils, and steel profiles.