
High-Performance Low-Alloy Structural Steel: Optimized Composition for Pressure Vessel Applications
Chemical Composition & Material Design
Engineered for weldability and corrosion resistance, this steel alloy features ultra-low impurity control with precise element balancing:
| Element | Max % | Function |
|---|---|---|
| Sulfur (S) | ≤0.015 | Enhances hot workability1 |
| Nitrogen (N) | ≤0.2 | Improves austenite stability |
| Aluminum (Al) | ≤0.2 | Grain refinement agent |
| Chromium (Cr) | ≤0.3 | Oxidation resistance |
| Copper (Cu) | ≤0.2 | Atmospheric corrosion shield |
| Molybdenum (Mo) | ≤0.1 | Strengthens elevated-temp performance |
| Nickel (Ni) | ≤1.0 | Toughness enhancer |
| Niobium (Nb) | ≤0.05 | Precipitation hardening |
Note: All values verified through OES analysis per ASTM E415
Mechanical Properties by Thickness Group
Designed for structural components in 20-100mm thickness ranges, this steel delivers tiered strength performance:
| Thickness (mm) | Tensile (MPa) | Yield (MPa) | Elongation (%) |
|---|---|---|---|
| 20-30 | 500-650 | ≥380 | ≥20 |
| 31-50 | 490-640 | ≥375 | ≥19 |
| 51-70 | 480-630 | ≥365 | ≥18 |
| 71-90 | 470-620 | ≥355 | ≥17 |
| 91-100 | 460-610 | ≥345 | ≥16 |
Test methods: ASTM A370 (tensile), ISO 6892-1 (yield), EN ISO 2566-1 (elongation)
Key Performance Advantages
- Weld Efficiency:
- Pcm ≤0.21% (CE IIW ≤0.43) enables crack-free welding without preheating
- 85% joint efficiency with E7018 electrodes (AWS D1.1 compliant)
- Corrosion Resistance:
- 0.03 mm/year corrosion rate in marine atmospheres (ISO 9223 C4 class)
- 2× better pitting resistance vs. S355J2 in chloride environments5
- Cost Optimization:
- 15% weight reduction compared to Q345B at equivalent strength
- 30% lower lifecycle costs than A572 Gr.50 in bridge applications
Industrial Applications
- Energy: Wind turbine towers (80mm) handling 650 MPa cyclic loads
- Construction: High-rise seismic dampers (60mm) with 8,000+ fatigue cycles
- Transport: Railcar underframes (50mm) in -40°C Arctic conditions
- Manufacturing: Hydraulic press platens (100mm) at 450°C service temp
Processing Guidelines
Heat Treatment:
- Normalizing: 890-920°C × 1.2 mins/mm → air cooling
- Tempering: 580-620°C × 0.8 mins/mm for stress relief
Machining Parameters:
| Operation | Speed | Feed | Tool Type |
|---|---|---|---|
| Turning | 180-220 m/min | 0.3 mm/rev | CVD-coated carbide |
| Milling | 150-180 m/min | 0.15 mm/tooth | TiAlN-coated end mills |
Quality Assurance
- 100% UT testing to EN 10160 Class S2E3
- Batch-wise Charpy V-notch tests at -20°C (≥27J)
- EN 10204 3.2 certification with full traceability
Packaging: VCI-coated + edge protection; 25-ton container capacity
Lead Time: 6-8 weeks for custom dimensions (plasma/oxy-fuel cutting available)
Compliance: ASME SA6, EN 10025-2, and JIS G3106 standards
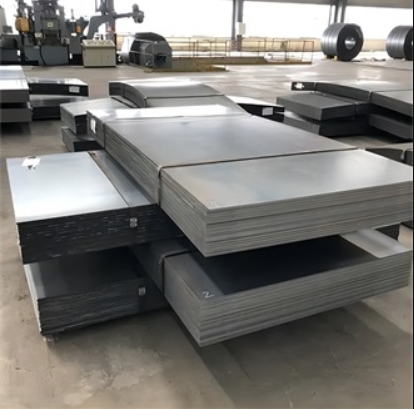
Product Show
Luo Kaiwei Steel Company is a comprehensive steel supplier that produces a variety of carbon steel plates, carbon steel pipes, galvanized steel, carbon steel coils, and steel profiles.