
EN 10083-3 Alloy Structural Steel Coil: High-Strength Quenched & Tempered Steel for Heavy-Duty Components
EN 10083-3 4135/4140/4142/6150 Alloy Structural Steel Coil Product Overview
EN 10083-3 is a chromium-molybdenum-vanadium alloy steel designed for quenched and tempered parts requiring exceptional strength and fatigue resistance. Grades like 34CrMo4, 42CrMo4, and 51CrV4 deliver 900–1,300 MPa tensile strength with superior hardenability, meeting ISO 683-18 and ASTM A322 standards. Ideal for automotive, energy, and heavy machinery, it replaces costlier alloys in gear shafts, drill collars, and turbine blades operating at -40°C to 500°C.
Key Technical Specifications
1. Manufacturing & Dimensional Tolerances
- Process:
- Hot-rolled: 2.75–160mm (±1.5% thickness tolerance per EN 10029)
- Cold-rolled: 0.2–3mm (±0.2% tolerance for precision gears)
- Width: 45–2,200mm (EDM/laser-cutting compatible)
- Surface: Shot-peened (0.8–1.2mm Almen intensity) or phosphated (5–15μm coating)
2. Chemical Composition
| Grade | C (%) | Cr (%) | Mo (%) | V (%) | Key Alloy Features |
|---|---|---|---|---|---|
| 34CrMo4 | 0.30–0.37 | 0.90–1.20 | 0.15–0.30 | – | Moderate strength, high toughness |
| 42CrMo4 | 0.38–0.45 | 0.90–1.20 | 0.15–0.30 | – | Oil quench for deep hardening |
| 51CrV4 | 0.47–0.55 | 0.90–1.20 | – | 0.10–0.25 | Vanadium-enhanced fatigue resistance |
Trace elements:
- Mn: 0.50–1.10%, Si: ≤0.40%, P/S: ≤0.025%
Mechanical Properties
| Grade | Thickness (mm) | Yield (MPa) | Tensile (MPa) | Elongation (%) | Impact (J @ -20°C) |
|---|---|---|---|---|---|
| 34CrMo4 | ≤20 | ≥750 | 1,000–1,200 | 11 | 45 |
| 42CrMo4 | ≤60 | ≥900 | 1,100–1,350 | 10 | 35 |
| 51CrV4 | ≤100 | ≥500 | 750–950 | 13 | 50 |
Test standards:
- Tensile: EN ISO 6892-1 (strain rate 0.006/min)
- Impact: EN ISO 148-1 (Charpy V-notch, 10x10mm)
- Hardenability: Jominy test (42CrMo4: HRC 50 at 12mm depth)
Performance Advantages
- Hardenability:
- Critical diameter: 120mm (42CrMo4 oil-quenched)
- Case depth: 4–6mm after carburizing (51CrV4)
- Fatigue Resistance:
- Endurance limit: 550 MPa @ 10⁷ cycles (34CrMo4)
- SN curve slope: -0.1 for automotive crankshafts
- Weldability:
- Preheat: 250–300°C (GTAW with ER80S-B2 filler)
- Post-weld heat treatment: 620–660°C tempering
- Temperature Stability:
- Creep strength: 200 MPa @ 400°C (42CrMo4)
- Thermal expansion: 12.5 µm/m·°C (20–500°C)
Applications
| Industry | Use Case | Recommended Grade |
|---|---|---|
| Automotive | Transmission gears (HRC 55–60) | 42CrMo4 |
| Oil & Gas | Drill collars (API 7-1 compliant) | 34CrMo4 |
| Renewables | Wind turbine shafts (EN 10293) | 51CrV4 |
Global Equivalents
| EN 10083-3 | ASTM | DIN | JIS | GB/T 3077 |
|---|---|---|---|---|
| 34CrMo4 | 4135 | 34CrMo4 | SCM435 | 35CrMo |
| 42CrMo4 | 4140 | 42CrMo4 | SCM440 | 42CrMo |
| 51CrV4 | 6150 | 50CrV4 | SUP10 | 50CrVA |
Sustainability & Compliance
- Recycled Content: 85% (certified per EN 10020)
- RoHS Compliance: Pb <0.01%, Cd <0.005%
- Certifications: TÜV Nord, IATF 16949 (automotive)
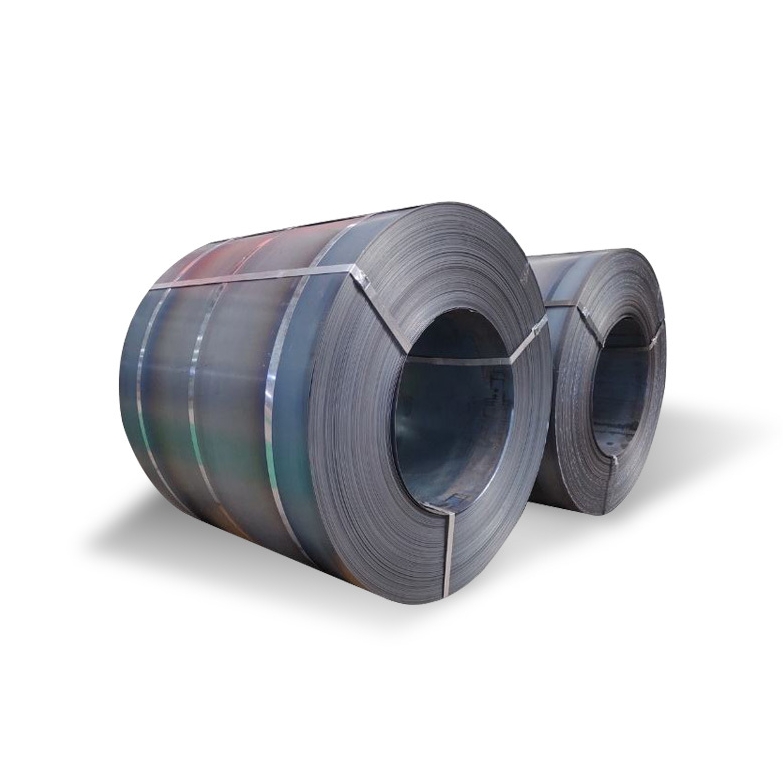
Product Show
Luo Kaiwei Steel Company is a comprehensive steel supplier that produces a variety of carbon steel plates, carbon steel pipes, galvanized steel, carbon steel coils, and steel profiles.