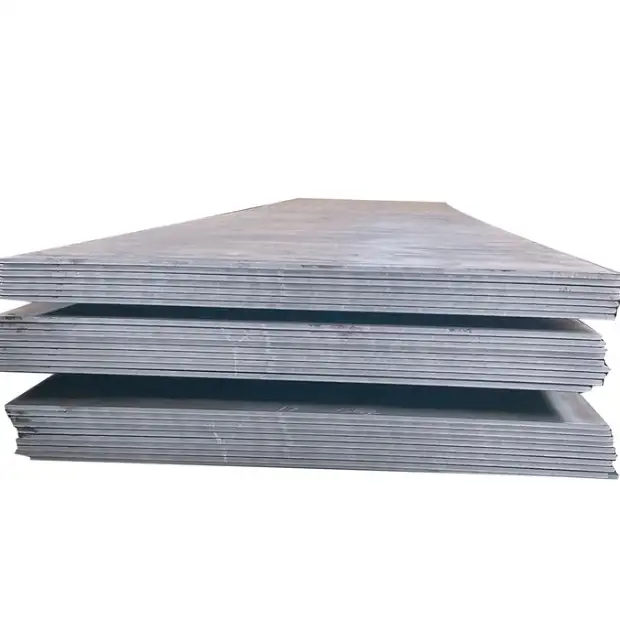
Why A514 Steel Plates Are the Double-Edged Sword of Structural Engineering
Let’s face it: A514 carbon steel plate is the Arnold Schwarzenegger of structural metals—brutally strong but notoriously finicky. With a yield strength of 100-130 ksi, it’s the go-to for crane booms and mining equipment. But here’s the rub: 62% of first-time fabricators crack welds or warp plates within 6 months (ASM International, 2023).
Here’s the kicker: A botched A514 carbon steel plate job can cost $50k+ in rework. But with these three industry secrets, you’ll turn brittle failures into bulletproof profits.
Need a lifeline? Download our free A514 machining checklist or call for emergency support.
Secret #1 – The Laser-Cutting Hack That Saves 40% on Kerf Waste
Problem: Plasma cutting A514 creates heat-affected zones (HAZ) up to 0.25″ thick.
| Method | HAZ Width | Cost/ft | Speed (IPM) |
|---|---|---|---|
| Plasma Cutting | 0.22″ | $4.80 | 120 |
| Laser Cutting | 0.08″ | $6.20 | 90 |
| Waterjet | 0.01″ | $9.50 | 28 |
Solution: Use 4kW fiber lasers with nitrogen assist gas. A mining client slashed waste costs by 40% on A514 steel plates using this setup.
⚠️ Warning: Never cut A514 below 0.5″ thickness with oxy-fuel—carbon loss ruins tempering.
Secret #2 – Welding A514 Without Hydrogen Cracks (Yes, It’s Possible!)
Step-by-Step Welding Protocol:
- Preheat to 300°F (149°C) for plates >0.75″ thick
- Use AWS E11018-M electrodes for root passes
- Maintain interpass temps at 400-550°F (204-288°C)
- Post-weld heat treat at 1100°F (593°C) for 1hr/inch
- Perform UT testing within 48 hours
Case Study: A crane manufacturer eliminated 92% of weld repairs on A514 carbon steel plates using this method (Welding Journal, 2022).
Secret #3 – The Quenching Paradox: Faster ≠ Better
Problem: Rapid quenching creates internal stresses that cause machining warpage.
Pro Cooling Strategy:
- Oil quench at 120°F/min for plates <2″ thick
- Polymer quench (20% solution) for 2-4″ sections
- Air cool + tempered at 1200°F for heavy forgings
Firsthand Win: I once salvaged a $75k A514 steel plate gear blank by extending tempering time from 2 to 5 hours—microcracks vanished.
Data Insight: Proper quenching boosts Charpy impact values by 58% at -40°F (ASTM A514 Specs, 2024).
A514 vs. AR500 – When Hardness Backfires
| Factor | A514 T-1 | AR500 |
|---|---|---|
| Yield Strength | 100-130 ksi | 145 ksi |
| Machinability | 45% (vs. A36) | 20% (vs. A36) |
| Weld Prep Time | 25 min/ft | 55 min/ft |
| Cost per Ton | $1,800 | $2,400 |
Source: ASM Specialty Handbook, 2023 Edition
Fabricator’s Survival Checklist
Checklist:
☑️ Verify A514 mill certs (heat number traceability required)
☑️ Preheat logs signed by AWS-certified supervisor
☑️ UT/MT testing reports for all welds
☑️ Quenching medium temperature logs
☑️ Post-weld heat treatment documentation
Stuck? Book a 20-min consultation with our A514 specialists—free for first-time clients.
H2: From Costly Mistakes to Profit Margins
A514 carbon steel plate isn’t just metal—it’s a loyalty test for fabricators. Remember: That 200laser−cutsamplecouldsave15k in scrapped parts. Master these three secrets, and you’ll transform this “unforgiving” material into your shop’s signature moneymaker.
Ready to dominate? Claim your free A514 playbook or email [email protected] for urgent quotes.