
High-Performance API 5L ERW Line Pipes & CRGO Silicon Steel Solutions.
API 5L ERW Line Pipes: Precision Manufacturing for Oil & Gas Pipelines.
Engineered for high-pressure transmission of oil, gas, and hydrocarbons, our API 5L ERW (Electric Resistance Welded) pipes comply with strict dimensional tolerances and material standards. These pipes are ideal for cross-country pipelines, offshore rigs, and refinery networks requiring Grade X42 to X80 yield strength (up to 80,000 psi).
Dimensional Tolerances & Compliance
| Outer Diameter (mm) | Pipe End Tolerance | Wall Thickness Tolerance | Standard |
|---|---|---|---|
| 219.1–273.1 | +1.6mm / -0.4mm | ±0.75% | API 5L PSL2 |
| 274–610 | +2.4mm / -0.8mm | ±0.75% | API 5L PSL2 |
| 508–610 (X42–X80) | – | +19.5% / -8% | ISO 3183 |
Key Features:
- Material Grades: X42, X52, X60, X65, X70, X80
- Pressure Rating: 8.6–25.8 MPa (1,250–3,750 psi)
- Coating Options: 3LPE, FBE, or dual-layer epoxy for corrosion resistance
CRGO Silicon Steel: Ultra-Efficient Transformer Core Material
Cold Rolled Grain Oriented (CRGO) Silicon Steel minimizes energy loss in electrical transformers, achieving core losses as low as 0.85 W/kg at 1.5 Tesla. Its Goss texture {110}<001> alignment ensures 98% magnetic flux efficiency.
Technical Specifications
| Parameter | CRGO Value | Testing Standard |
|---|---|---|
| Thickness | 0.23mm, 0.27mm, 0.30mm | IEC 60404-8 |
| Core Loss (W/kg @1.5T) | 0.85–1.20 | Epstein Frame (IEC 60404-2) |
| Permeability (μmax) | 1,800–2,000 | ASTM A912 |
| Surface Insulation | 3–5 μm MgO coating | Resistance >20 Ω·cm² |
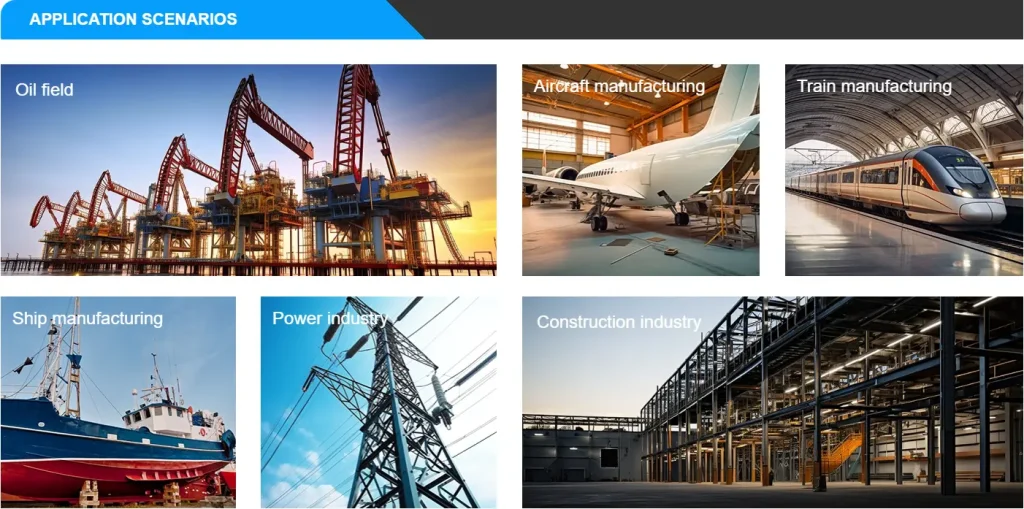
Applications:
- Power Transformers: 50/60 Hz grid distribution
- High-Frequency Reactors: Up to 1 kHz operations
- Renewable Energy Systems: Solar/wind farm step-up transformers
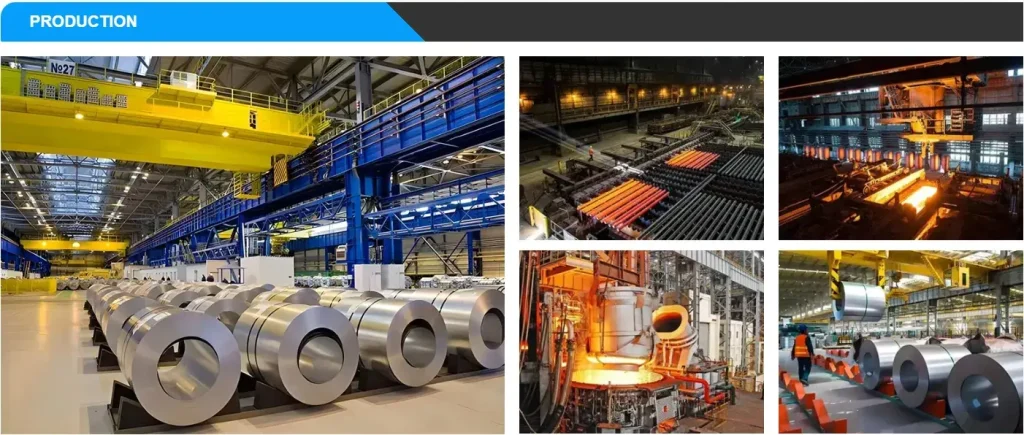
API 5L Pipe Manufacturing Process
- Coil Preparation: Hot-rolled steel coils (SAW/AH36) slit to 219–610mm widths.
- ERW Welding: High-frequency induction welding at 1,250–1,400°C.
- Sizing & Straightening: OD calibrated to ±0.75% via 6-roll cold forming.
- Hydrostatic Testing: 90% SMYS (Specified Minimum Yield Strength) pressure for 10 sec.
- Nondestructive Testing: Ultrasonic (UT) and electromagnetic (ET) flaw detection.
CRGO Silicon Steel Production Workflow
- Hot Rolling: Slabs heated to 1,100°C and rolled to 2.3mm thickness.
- Cold Rolling: Reduced to 0.30mm with 85% deformation for grain orientation.
- Decarburization: Annealed in wet H₂/N₂ at 820°C (carbon content ≤0.005%).
- Final Coating: Tension-coated with MgO for interlaminar insulation.
Competitive Advantages
| Product | MOQ | Certifications | Lead Time |
|---|---|---|---|
| API 5L ERW Pipes | 20 tons | API 5L/ISO 3183/CE/PED | 30–45 days |
| CRGO Silicon Steel | 5 tons | IEC 60404/Mil-S-11595/ROHS | 45–60 days |
Why Choose Us?
- API 5L Pipes: Seamless/flawless welds with 100% UT/RT inspection.
- CRGO Steel: Laser-scribed domains reduce hysteresis loss by 18%.
Product Show
Luo Kaiwei Steel Company is a comprehensive steel supplier that produces a variety of carbon steel plates, carbon steel pipes, galvanized steel, carbon steel coils, and steel profiles.